

Gaia-4b is a planet orbiting the star called Gaia-4, around 244 light-years away. Gaia-4b is about twelve times more massive than Jupiter. With an orbital period of 570 days, it is a relatively cold gas giant planet. This artist impression visualises a portion of the orbital motion as determined by Gaia’s astrometric data. The star and planet are not to scale. Image credit: ESA/Gaia/DPAC/M. Marcussen
Introduction: Discovering Exoplanets with Gaia
Gaia is a spacecraft dedicated to making ultra-precise measurements of the positions and on-sky motions of billions of stars. The technical name for this measurement is astrometry, and the astrometric data collected by Gaia is invaluable for stellar science, orbital dynamics of the Milky Way Galaxy, and studies of exoplanets. While it just completed its full data collection mission, Gaia is just getting started in finding planets, with its first astrometric exoplanet candidates being uncovered recently.
As we discussed in a recent post, astrometry can be used to discover exoplanets through the subtle wobbles of a star under the gravitational influence of one or more orbiting planets. While the measurement is somewhat different, the physics behind this technique are identical to those used for the radial velocity technique employed by HPF. While astronomers have attempted to discover exoplanets using astrometry for decades, only Gaia currently has the measurement precision and sample size to do so in great numbers.
However, the astrometric exoplanet detections from Gaia remain candidates until they have been confirmed with other techniques such as with the radial velocity method. Today, we announced the discovery of Gaia-4b and Gaia-5b, which were initially detected by Gaia and confirmed with a collection of radial velocity spectrometers, including HPF. These planets represent the first confirmed exoplanets discovered by Gaia astrometry!
The Astrometric Technique
Astrometry as an exoplanet detection method relies on the same gravitational physics as the radial velocity technique used by HPF. As a planet orbits its star, it tugs on it gravitationally and causes it to wobble around the common center of mass of the star-planet system. With the radial velocity method, we measure the radial motion of the star: that is, the star’s movement towards and away from us. Astrometry measures the other component of this motion: the wobble of the star in the plane of the sky, also known as the transverse velocity. In astronomy, we frequently refer to the transverse movement of a star as its proper motion.

When a star wobbles under the gravitational influence of its planets, its motion can be measured as radial velocity and transverse velocity. HPF and other exoplanet spectrometers measure radial velocity, while the astrometry technique measures the transverse velocity. Original: Brews ohare Vectorisation: CheChe, CC BY-SA 3.0, via Wikimedia Commons
Gaia is measuring the positions and proper motions of 100 billion stars in the Milky Way at an unprecedented level of precision. Data from Gaia will have the sensitivity to detect hundreds to thousands of exoplanets, particularly large planets on wide orbits.
However, as mentioned above, candidate exoplanets uncovered by the astrometric technique are vulnerable to false positives, or signals that look like exoplanets, but are not. In particular, if a pair of binary stars with nearly equal masses have just the right orbit, it can create an astrometric signal that is difficult to distinguish from that of a single star orbited by an exoplanet.
The best way to separate true exoplanets from false positives is to confirm with Doppler spectroscopy. If the object is in fact a binary star, we will see spectra from both stars in our data. Otherwise, our radial velocity measurements will confirm and refine the measurement of the orbit predicted by astrometry.
Discovering Gaia 4b and 5b
Members of our team have been observing a collection of Gaia exoplanet candidates using HPF and its sister spectrometer NEID. Most of them–upwards of 75 percent–are indeed false positives created by binary stars. However, a few have turned out to be genuine exoplanets, and we have continued to observe them to refine our estimates of their orbital properties.

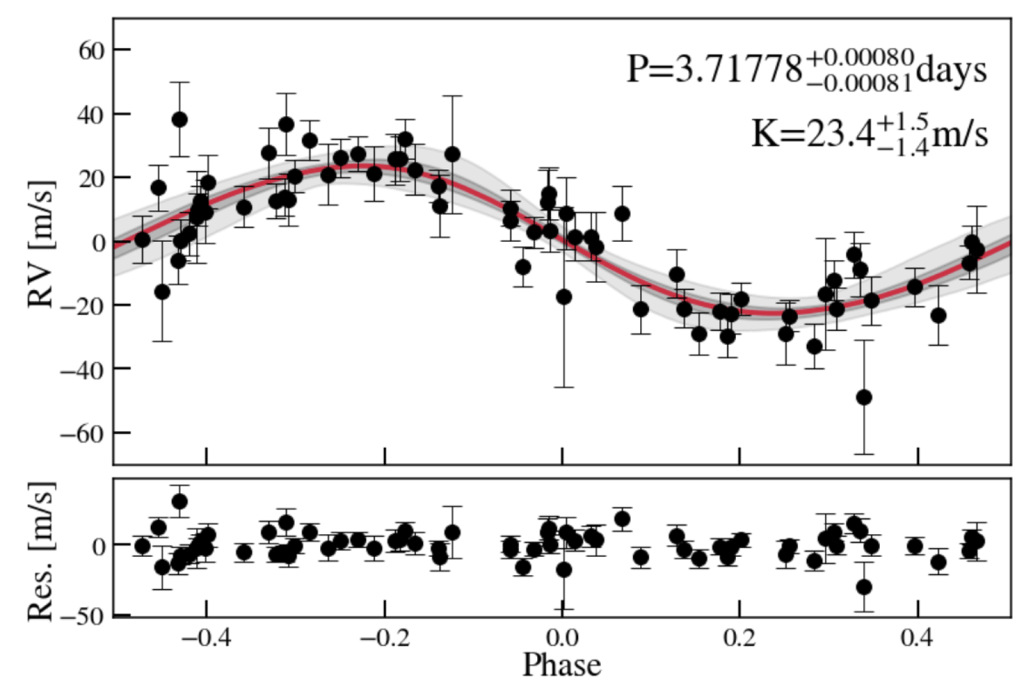
Left: radial velocity measurements of Gaia-4 from the HPF, NEID, and FIES spectrometers, confirming the orbit of the eccentric giant exoplanet Gaia-4b. Right: Model of the orbit of Gaia-4b as seen in the plane of the sky.
In today’s announcement, we have revealed the first two substellar objects confirmed by our survey: Gaia-4b and Gaia-5b. Both objects are more massive than our own Jupiter, and follow eccentric orbits around low-mass stars. In fact, Gaia-5b, at a mass of 21 Jupiter masses, falls into a class of objects known as brown dwarfs: bodies too massive to be considered planets, and not massive enough to trigger hydrogen fusion and become a star. Both giant planets and brown dwarfs are exceedingly rare in low-mass star systems.
Several previously-known exoplanets have been confirmed with astrometry–including with Gaia. However, Gaia-4b is now the first confirmed exoplanet discovered by Gaia. It will certainly not be the last; Gaia data are still being released in stages, and it is expected that we are only seeing the tip of the iceberg in terms of the planets it will discover. As those planets emerge, spectrometers like HPF will continue to play a critical role in confirming their discoveries.
Find Out More
The technical details of today’s announcement are described in an article in The Astronomical Journal, led by HPF team member Gudmundur Stefansson. We encourage you to check it out!
 RSS - Posts
RSS - Posts